自動シャクリ機

TOYOTAエスティマのフロントワイパーモーターです。
47Tのギアを取り付けました。
ギアはラジコン屋さんで手に入れました。

横から見た写真

95Tのギアをシャフトに取り付けました。
このシャフトもエスティマに付いていたものを加工しました。

シャフトホルダーもエスティマに付いていたものを加工しました。

モーターとギアを組み合わせてユニットにしました。
ストロークを調整できるようにしてあります。
リンク部分はエスティマに付いていたものを加工して利用しています。

t3のアルミ板2枚を4mmのシャフト6本でブロック化しております。
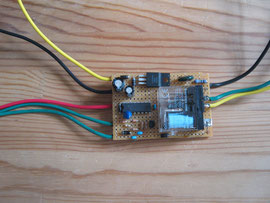
タイマーユニットを自作しました。
電圧を12Vから5Vに変換しワンショットタイマーが外部接点信号で起動するようにしてあります。
リレーは12V仕様です。

タイマーが起動中はモーターが停止するのですが、その時モーターを10Ωで短絡してブレーキがかかるようにしてあります。

タイマーユニットをベージュ色のプラスティックボックスに組み込みました。
この時基板の裏表をホットボンドでコーティングして防湿、防錆となるようにしました。
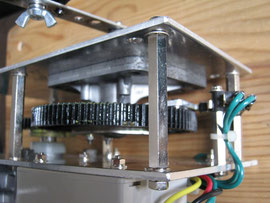
95Tのギア横にアルミ板を加工して突起を付け、これをマイクロスイッチで検出できるようにしました。
突起を検出した時タイマーが起動しモーターが停止するようになります。
つまり竿が下がりきった時に停止するようになるわけです。

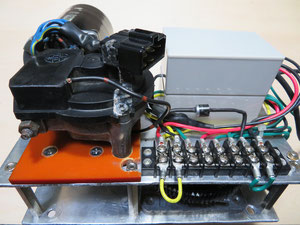
タイマーユニット、端子台側から見た写真。
今回ギアによる減速機構を採用したのは、抵抗による電流制限で減速する方式ではパワーが不足して、竿1本を上げた時それまで動いていたシャクリ機が止まってしまうのを避けるためです。シャクリ機が止まった時モーターはロックしているので機械的に負荷が掛かりモーターには大きな電流が流れることになる。(速度調整用抵抗があるのでその分制限される)
シャクリに適したワイパーモーターの回転速度はモーター電圧が約6Vぐらいで、12Vの時の約半分の速度と思われる。
ギアで回転速度を半分にすればワイパーモーターにかかる電圧が12Vの定格電圧で適正なシャクリ速度になる。
この時のパワーは抵抗だけの速度制限方式の約4倍となる。
尚回転速度の微調整の為に可変抵抗も用いる。
竿が下がりきった時にタイマーで一時停止するようにしたのは魚が仕掛けに食いつく時間を与えるためです。
いつも仕掛けが動きっぱなしだと魚が食いつきづらいと考えたからです。

竿受け部分はアルミバーを開いたU字に曲げゴムを貼りました。
アルミ丸棒を5cmに切り、取り付け、竿受け部分を浮かせて竿が取りやすいようにしました。

U字ボルトに熱収縮チューブをかぶせ錆防止と竿が傷つくのを防いでいます。

リンク部分はエスティマから外したものを加工して取り付けスライドさせて位置を微調整できるようにしてあります。
フックはバランス分銅を取り付ける為のものです。

角パイプの中に角棒を入れスライドできるようにして、バランスがとれるように微調整できます。

取り付け板をステンレス兆番2つで竿受け部分と接続しました。
中心がずれているのは取り付けるボックスの形状による都合からです。

竿受け台の完成です。

アルミキャリ-ケースWI 440*340*290
をバッテリー、モーター、電気部品の収納用及び竿受け台取りつけ用ボックスとして採用しました。

左上から電源スイッチ、連続/間欠切り替えスイッチ、電源スイッチガード用プラボックス、バッテリー充電/電源取り出し用ターミナル、停止時間調整用ボリューム、モーター速度調整用ボリューム、ボリューム用つまみ、ゴム足。

取っ手の位置を蓋の位置から変更して取り付けました。
つまりはボックスを本来の使い方から90度回転させて使っています。

竿受け台、ギアードモーターユニット、電気部品、ゴム足を取り付けました。

プラボックスでガードしているのは電源スイッチ。
その下はスピード調整用つまみ。
左上は連続/間欠切り替えスイッチ。
その下は間欠時停止時間調整用つまみ。
赤黒端子はバッテリー充電端子/電源取出し用。

電気の配線をしました。

モーターユニットとも配線しました。

バッテリーを接続しました。

竿先側から見た写真

竿尻側からの写真

竿セット状態。
バランス分銅をセットしてバランスを取っています。
完成しました。
竿1本取っても動き続けます。
竿先が一番下にきた時に一時停止する間欠動作も思ったとおりに動作しました。
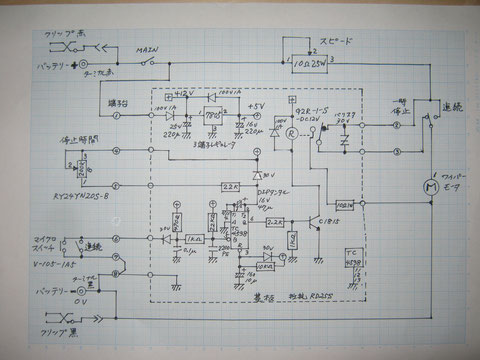
自動シャクリ機・回路図
2015年4月18日 公開
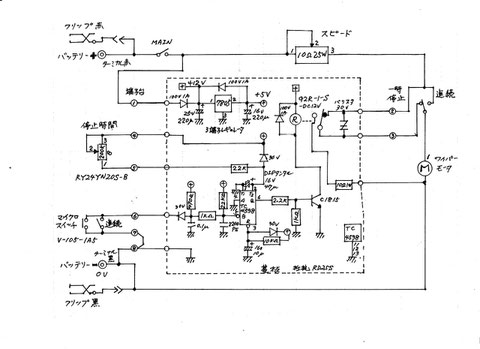
3端子レギュレータ7805でDC12Vを5Vに変換してICの電源としています。
TC4538はワンショットタイマーICでマイクロスイッチが動作した時、200KΩのボリュームで設定した時間の間リレーが動作してモーターを停止します。
この時10Ωの抵抗でモーターの両端を短絡してブレーキを掛けます。
これはモーターに電気を印加するのを中断した時、惰性でモーターが回転するのを防ぐと同時に竿等の負荷により動いてしまうのを防ぐためです。
自動シャクリ機 設計図
2014年4月27日 公開

Lアングル同士を繋ぐのは10mm角棒2本で15㎜角パイプは竿受け台部分では貫通ねじ止めしていますが、Uボルト取り付けLアングルでは貫通させているだけでねじ止めはしていません。
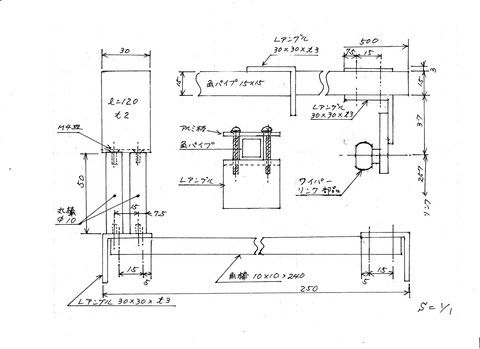
竿受け台はt2×30×120のアルミ板にM4皿モミを2か所穴あけし、そして鉄パイプにあてて曲げ、開いたU字状態にします。
竿を取りやすくするためΦ10のアルミ丸棒50㎜を使います。
両端にM4のねじ穴をあけます。
リンク部分の位置は微調整出来るようにLアングルと平板でサンドイッチにしてスライド出来るようにしています。
角パイプに角棒を入れスライド出来るようにしてあるのでこの方式にしました。

この寸法はモーターやギヤ等の部品によって変わりますので、参考値として下さい。

これも参考寸法として下さい。
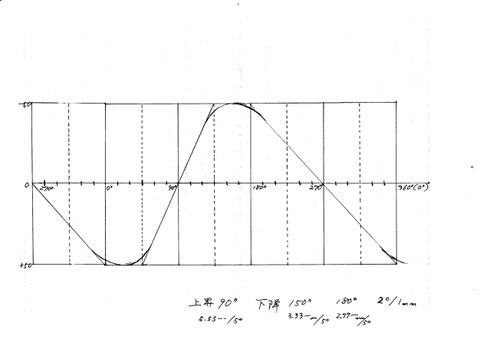
早上げ遅下げ
2015年12月16日
自動シャクリ機を早上げ遅下げ動作が出来るように改造します。
竿を上げる時は早く、竿を下げる時はゆっくりと動くように改造したいと思います。
竿をゆっくりと下げる方が魚の食いつきが良くなり、竿を早く上げることによりそれが合わせになり掛かりが良くなると思われます。
また早く上げることによりコマセの出が良くなり、竿をゆっくりと下げることによりコマセの煙幕の中を仕掛けがゆっくりとフォールすることになります。
これを実現したいと思います。
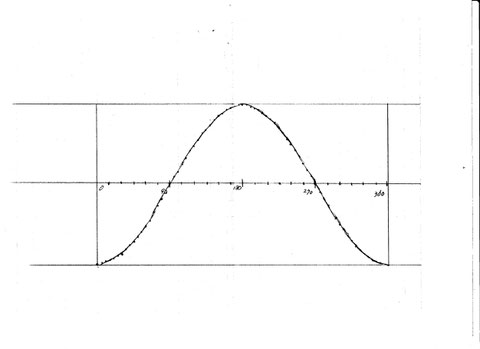
一般の自動シャクリ機の動作は上図のようにサインカーブになります。
定速回転を上下運動に変換しているからです。
これを下図のように竿を上げる時は早く、下げる時は遅くしたいのです。
これを実現する為には色々な方法があると思いますが、まず一つは電気的な処理による方法です。
デジタル処理による方法は回転角度を検出するロータリーエンコーダーとモータードライバーを用意し、その中間にCPUを用いた制御装置を置いてプログラムして自由な速度設定が出来るようにすることです。
この方法は思い通りに速度制御は出来ますが費用も掛かり手間です。
次に機械的な方法による手段を考えてみます。

上図のようにモーターに繋がるリンクの長さを回転角度により変化させて竿の上下スピードを変化させる方法です。
楕円形の溝ガイドを作りその中をローラーが移動することによりリンクの長さが変わります。
モーターは定速で回転するだけなのでタイミングがずれることも無く、負荷変動にも強いです。
ただ作るのが面倒で竿を上げる時の速さと竿を下げる時の速さの比が固定されてしまいます。

今回採用したのがカムとマイクロスイッチを組み合わせた方式です。
竿を上げる位置でマイクロスイッチが動作し、モーターの回転速度を上げる方式です。
カナノコとヤスリ、紙やすりで仕上げました。

ギヤにカムを取り付けました。
手前の赤い線が接続されているのがマイクロスイッチです。

左端が追加したスイッチと可変抵抗器です。

一番上の回路が追加した部分です。
マイクロスイッチが動作した時、20Ωの可変抵抗器によりモーターの回転速度がアップします。
その他にも竿上げの時に回転速度を変化させる方法があります。
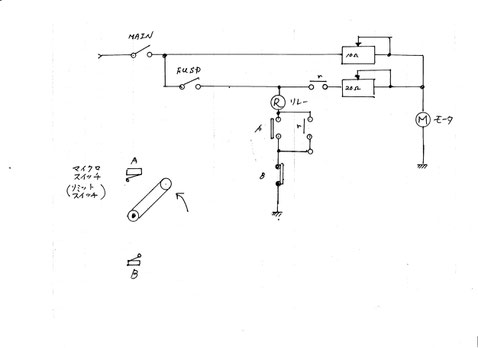
それは上図の様にマイクロスイッチ(リミットスイッチ)を2個とリレーを1個使った方法です。
竿先が一番下がった時AのマイクロスイッチがONとなりリレーを動作させ自己保持を掛けます。このリレー接点でモーターに印加する電流を増やしスピードをアップさせます。
竿先が一番上に上がった時点でBのマイクロスイッチがONとなりリレーをOFFにします。
これにより竿を上げる時、スピードを速めることが出来ます。
この方式はマイクロスイッチをモーターの回転部分だけではなく、竿受け部などの竿先が上がり切った時、および竿先が下がり切った時を検出出来れば何処にでも設置できます。
但し、ボックスの外にマイクロスイッチ(リミットスイッチ)を設置する場合は防水(防滴)仕様にする必要があります。そうしないと海水、雨水が入り故障の原因となるでしょう。
いずれの方式でもモーターの回転速度を変える方法は、モーターに印加する電圧を上げてもすぐには回転は上がらず、モーターに印加する電圧を下げてもすぐに回転は下がらず時間のずれが発生します。
マイクロスイッチの動作点と竿の動きには時間的な遅れが発生するので、これを加味して設置する必要があります。また負荷により遅れ時間には変動が生じます。
自動シャクリ機改造(PWM化)
2018年10月
自動シャクリ機Ⅱが完成した時、自動シャクリ機を釣り友に譲渡しました。
釣り場で自動シャクリ機を見た時、自動シャクリ機Ⅱに比べ動きがぎこちないと感じました。これは可変巻き線抵抗器による速度調整機能のせいだと思ったので改造してPWM化する事にしました。

PWMユニットは自動シャクリ機Ⅱに使ったものと同じです。
FETを高性能の物に交換し放熱器をつけました。
可変抵抗器は外付けにします。

このプラスチックケースに組み込みます。
5mmのメタルスペーサを使い浮かせて取り付けます。
この時配線後ホットボンドで基板の表裏ともにコーティングします。

モーターを絶縁する為にベーク板を加工しモーターに取り付けました。

絶縁したモーターを元々付いていたアルミ板に取り付けました。
但しモーターのネジ及びモーター軸がアルミと接触しないように穴を拡大加工してあります。

元々付いていたギヤを再度付けました。

組み立て完了しました。
これで元の状態になっています。
ベーク板でモーターは絶縁されています。
PWMモータードライブユニットを一時停止タイマーユニットの上に設置しモーターユニット内の配線を行いました。

モーターユニットをボックス内に取り付け、ボリューム類を取り付け配線をしました。
テプラ―で銘板も付けました。
完了です。